in the modern acceptation of the term, a series of operations the object of which is to prepare an alcoholic beverage of a certain kind—to wit, beer—mainly from cereals (chiefly malted barley), hops and water. Although the art of preparing beer (q.v.) or ale is a very ancient one, there is very little information in the literature of the subject as to the apparatus and methods employed in early times. It seems fairly certain, however, that up to the 18th century these were of the most primitive kind. With regard to materials, we know that prior to the general introduction of the hop (see Ale) as a preservative and astringent, a number of other bitter and aromatic plants had been employed with this end in view. Thus J.L. Baker (The Brewing Industry) points out that the Cimbri used the Tamarix germanica, the Scandinavians the fruit of the sweet gale (Myrica gale), the Cauchi the fruit and the twigs of the chaste tree (Vitex agrius castus), and the Icelanders the yarrow ( Achillea millefolium).
The preparation of beer on anything approaching to a manufacturing scale appears, until about the 12th or 13th century, to have been carried on in England chiefly in the monasteries; but as the brewers of London combined to form an association in the reign of Henry IV., and were granted a charter in 1445, it is evident that brewing as a special trade or industry must have developed with some rapidity. After the Reformation the ranks of the trade brewers were swelled by numbers of monks from the expropriated monasteries. Until the 18th century the professional brewers, or brewers for sale, as they are now called, brewed chiefly for the masses, the wealthier classes preparing their own beer, but it then became gradually apparent to the latter (owing no doubt to improved methods of brewing, and for others reasons) that it was more economical and less troublesome to have their beer brewed for them at a regular brewery. The usual charge was 30s. per barrel for bitter ale, and 8s. or so for small beer. This tendency to centralize brewing operations became more and more marked with each succeeding decade. Thus during 1895-1905 the number of private brewers declined from 17,041 to 9930. Of the private brewers still existing, about four-fifths were in the class exempted from beer duty, i.e. farmers occupying houses not exceeding £10 annual value who brew for their labourers, and other persons occupying houses not exceeding £15 annual value. The private houses subject to both beer and licence duty produced less than 20,000 barrels annually. There are no official figures as to the number of "cottage brewers," that is, occupiers of dwellings not exceeding £8 annual value; but taking everything into consideration it is probable that more than 99% of the beer produced in the United Kingdom is brewed by public brewers (brewers for sale). The disappearance of the smaller public brewers or their absorption by the larger concerns has gone hand-in-hand with the gradual extinction of the private brewer. In the year 1894-1895 8863 licences were issued to brewers for sale, and by 1904-1905 this number had been reduced to 5164. There are numerous reasons for these changes in the constitution of the brewing industry, chief among them being (a) the increasing difficulty, owing partly to licensing legislation and its administration, and partly to the competition of the great breweries, of obtaining an adequate outlet for retail sale in the shape of licensed houses; and (b) the fact that brewing has continuously become a more scientific and specialized industry, requiring costly and complicated plant and expert manipulation. It is only by employing the most up-to-date machinery and expert knowledge that the modern brewer can hope to produce good beer in the short time which competition and high taxation, &c., have forced upon him. Under these conditions the small brewer tends to extinction, and the public are ultimately the gainers. The relatively non-alcoholic, lightly hopped and bright modern beers, which the small brewer has not the means of producing, are a great advance on the muddy, highly hopped and alcoholized beverages to which our ancestors were accustomed.
The brewing trade has reached vast proportions in the United Kingdom. The maximum production was 37,090,986 barrels in 1900, and while there has been a steady decline since that year, the figures for 1905-1906—34,109,263 barrels—were in excess of those for any year preceding 1897. It is interesting in this connexion to note that the writer of the article on Brewing in the 9th edition of the Encyclopaedia Britannica was of the opinion that the brewing industry—which was then (1875) producing, roughly, 25,000,000 barrels—had attained its maximum development. In the year ending 30th September 1905 the beer duty received by the exchequer amounted to £13,156,053. The number of brewers for sale was 5180. Of these one firm, namely, Messrs Guinness, owning the largest brewery in the world, brewed upwards of two million barrels, paying a sum of, roughly, one million sterling to the revenue. Three other firms brewed close on a million barrels or upwards. The quantity of malt used was 51,818,697 bushels; of unmalted corn, 125,671 bushels; of rice, flaked maize and similar materials, 1,348,558 cwt.; of sugar, 2,746,615 cwt.; of hops, 62,360,817 lb; and of hop substitutes, 49,202 lb. The average specific gravity of the beer produced in 1905-1906 was 1053.24. The quantity of beer exported was 520,826; of beer imported, 57,194 barrels. It is curious to note that the figures for exports and imports had remained almost stationary for the last thirty years. By far the greater part of the beer brewed is consumed in England. Thus of the total quantity retained for consumption in 1905-1906, 28,590,563 barrels were consumed in England, 1,648,463 in Scotland, and 3,265,084 in Ireland. In 1871 it was calculated by Professor Leone Levi that the capital invested in the liquor trade in the United Kingdom was £117,000,000. In 1908 this figure might be safely doubled. A writer in the Brewers' Almanack for 1906 placed the capital invested in limited liability breweries alone at £185,000,000. If we allow for over-capitalization, it seems fairly safe to say that, prior to the introduction of the Licensing Bill of 1908, the market value of the breweries in the United Kingdom, together with their licensed property, was in the neighbourhood of £120,000,000, to which might be added another £20,000,000 for the value of licences not included in the above calculation; the total capital actually sunk in the whole liquor trade (including the wine and spirit industries and trades) being probably not far short of £250,000,000, and the number of persons directly engaged in or dependent on the liquor trade being under-estimated at 2,000,000. (For comparative production and consumption see Beer.)
Taxation and Regulations.—The development of the brewing industry in England is intimately interwoven with the history of its taxation, and the regulations which have from time to time been formed for the safeguarding of the revenue. The first duty on beer in the United Kingdom was imposed in the reign of Charles II. (1660), namely 2s. 6d. per barrel on strong and 6d. per barrel on weak beer. This was gradually increased, amounting to 4s. 9d. on strong and 1s. 3d. on weak beer in the last decade of the 17th century, and to 8s. to 10s. in the year 1800, at which rate it continued until the repeal of the beer duty in 1830. A duty on malt was first imposed in the reign of William III. (1697), and from that date until 1830 both beer duty and malt tax were charged. The rate at first was under 7d. per bushel, but this was increased up to 2s. 7d. prior to the first repeal of the beer duty (1830), and to 4s. 6d. after the repeal. In 1829 the joint beer and malt taxes amounted to no less than 13s. 8d. per barrel, or 4½d. per gallon, as against 2½d. at the present day. From 1856 until the abolition of the malt tax, the latter remained constant at a fraction under 2s. 8½d. A hop duty varying from 1d. to 2½d. per pound was in existence between 1711 and 1862. One of the main reasons for the abolition of the hop duty was the fact that, owing to the uncertainty of the crop, the amount paid to the revenue was subject to wide fluctuations. Thus in 1855 the revenue from this source amounted to £728,183, in 1861 to only £149,700.
It was not until 1847 that the use of sugar in brewing was permitted, and in 1850 the first sugar tax, amounting to 1s. 4d. per cwt., was imposed. It varied from this figure up to 6s. 6d. in 1854, and in 1874, when the general duty on sugar was repealed, it was raised to 11s. 6d., at which rate it remained until 1880, when it was repealed simultaneously with the malt duty. In 1901 a general sugar tax of 4s. 2d. and under (according to the percentage of actual sugar contained) was imposed, but no drawback was allowed to brewers using sugar, and therefore—and this obtains at the present day—sugar used in brewing pays the general tax and also the beer duty.
By the Free Mash-Tun Act of 1880, the duty was taken off the malt and placed on the beer, or, more properly speaking, on the wort; maltsters' and brewers' licences were repealed, and in lieu thereof an annual licence duty of £1 payable by every brewer for sale was [v.04 p.0507]imposed. The chief feature of this act was that, on and after the 1st of October 1880, a beer duty was imposed in lieu of the old malt tax, at the rate of 6s. 3d. per barrel of 36 gallons, at a specific gravity of 1.057, and the regulations for charging the duty were so framed as to leave the brewer practically unrestricted as to the description of malt or corn and sugar, or other description of saccharine substitutes (other than deleterious articles or drugs), which he might use in the manufacture or colouring of beer. This freedom in the choice of materials has continued down to the present time, except that the use of "saccharin" (a product derived from coal-tar) was prohibited in 1888, the reason being that this substance gives an apparent palate-fulness to beer equal to roughly 4° in excess of its real gravity, the revenue suffering thereby. In 1889 the duty on beer was increased by a reduction in the standard of gravity from 1.057 to 1.055, and in 1894 a further 6d. per barrel was added. The duty thus became 6s. 9d. per barrel, at a gravity of 1.055, which was further increased to 7s. 9d. per barrel by the war budget of 1900, at which figure it stood in 1909. (See also Liquor Laws.)
Prior to 1896, rice, flaked maize (see below), and other similar preparations had been classed as malt or corn in reference to their wort-producing powers, but after that date they were deemed sugar1 in that regard. By the new act (1880) 42 lb weight of corn, or 28 lb weight of sugar, were to be deemed the equivalent of a bushel of malt, and a brewer was expected by one of the modes of charge to have brewed at least a barrel (36 gallons) of worts (less 4% allowed for wastage) at the standard gravity for every two bushels of malt (or its equivalents) used by him in brewing; but where, owing to lack of skill or inferior machinery, a brewer cannot obtain the standard quantity of wort from the standard equivalent of material, the charge is made not on the wort, but directly on the material. By the new act, licences at the annual duty of £1 on brewers for sale, and of 6s. (subsequently modified by 44 Vict. c. 12, and 48 and 49 Vict. c. 5, &c., to 4s.) or 9s., as the case might be, on any other brewers, were required. The regulations dealing with the mashing operations are very stringent. Twenty-four hours at least before mashing the brewer must enter in his brewing book (provided by the Inland Revenue) the day and hour for commencing to mash malt, corn, &c., or to dissolve sugar; and the date of making such entry; and also, two hours at least before the notice hour for mashing, the quantity of malt, corn, &c., and sugar to be used, and the day and hour when all the worts will be drawn off the grains in the mash-tun. The worts of each brewing must be collected within twelve hours of the commencement of the collection, and the brewer must within a given time enter in his book the quantity and gravity of the worts before fermentation, the number and name of the vessel, and the date of the entry. The worts must remain in the same vessel undisturbed for twelve hours after being collected, unless previously taken account of by the officer. There are other regulations, e.g. those prohibiting the mixing of worts of different brewings unless account has been taken of each separately, the alteration of the size or shape of any gauged vessel without notice, and so on.
Taxation of Beer in Foreign Countries.—The following table shows the nature of the tax and the amount of the same calculated to English barrels.
|
Country. |
Nature of Tax. |
Amount per English Barrel (round numbers) |
|
United States |
Beer tax |
5s. 9d. |
|
Germany — |
||
|
—— N. German Customs Union |
Malt tax |
1s. 6d |
|
—— Bavaria |
Malt tax |
3s. 5d. to 4s. 8d., according to quantity produced |
|
Belgium |
Malt tax |
2s. 9d. |
|
France |
On Wort |
4s. 1d. |
|
Holland |
On cubic contents of Mash-Tun or on Malt |
About 1s. 9d. to 3s. 3d., according to quality |
|
Austro-Hungarian Empire |
On Wort |
6s. 8d. |
|
Russia |
Malt tax |
5s. to 6s. 8d. |
Materials used in Brewing.—These are water, malt (q.v.), hops (q.v.), various substitutes for the two latter, and preservatives.
Water.—A satisfactory supply of water—which, it may here be mentioned, is always called liquor in the brewery—is a matter of great importance to the brewer. Certain waters, for instance, those contaminated to any extent with organic matter, cannot be used at all in brewing, as they give rise to unsatisfactory fermentation, cloudiness and abnormal flavour. Others again, although suited to the production of one type of beer, are quite unfit for the brewing of another. For black beers a soft water is a desideratum, for ales of the Burton type a hard water is a necessity. For the brewing of mild ales, again, a water containing a certain proportion of chlorides is required. The presence or absence of certain mineral substances as such in the finished beer is not, apparently, a matter of any moment as regards flavour or appearance, but the importance of the rôle played by these substances in the brewing process is due to the influence which they exert on the solvent action of the water on the various constituents of the malt, and possibly of the hops. The excellent quality of the Burton ales was long ago surmised to be due mainly to the well water obtainable in that town. On analysing Burton water it was found to contain a considerable quantity of calcium sulphate—gypsum—and of other calcium and magnesium salts, and it is now a well-known fact that good bitter ales cannot be brewed except with waters containing these substances in sufficient quantities. Similarly, good mild ale waters should contain a certain quantity of sodium chloride, and waters for stout very little mineral matter, excepting perhaps the carbonates of the alkaline earths, which are precipitated on boiling.
The following analyses (from W.J. Sykes, The Principles and Practice of Brewing) are fairly illustrative of typical brewing waters.
|
Burton Water (Pale Ale) |
|
|
Grains per Gallon |
|
|
Sodium Chloride |
3.90 |
|
Potassium Sulphate |
1.59 |
|
Sodium Nitrate |
1.97 |
|
Calcium Sulphate |
77.87 |
|
Calcium Carbonate |
7.62 |
|
Magnesium Carbonate |
21.31 |
|
Silica and Alumina |
0.98 |
|
Dublin Water (Stout). |
|
|
Sodium Chloride |
1.83 |
|
Calcium Sulphate |
4.45 |
|
Calcium Carbonate |
14.21 |
|
Magnesium Carbonate |
0.90 |
|
Iron Oxide and Alumina |
0.24 |
|
Silica |
0.26 |
|
Mild Ale Water. |
|
|
Sodium Chloride |
35.14 |
|
Calcium Chloride |
3.88 |
|
Calcium Sulphate |
6.23 |
|
Calcium Carbonate |
4.01 |
|
Iron Oxide and Alumina |
0.24 |
|
Silica |
0.22 |
Our knowledge of the essential chemical constituents of brewing waters enables brewers in many cases to treat an unsatisfactory supply artificially in such a manner as to modify its character in a favourable sense. Thus, if a soft water only is to hand, and it is desired to brew a bitter ale, all that is necessary is to add a sufficiency of gypsum, magnesium sulphate and calcium chloride. If it is desired to convert a soft water lacking in chlorides into a satisfactory mild ale liquor, the addition of 30-40 grains of sodium chloride will be necessary. On the other hand, to convert a hard water into a soft supply is scarcely feasible for brewing purposes. To the substances used for treating brewing liquors already mentioned we may add kainite, a naturally deposited composite salt containing potassium and magnesium sulphates and magnesium chloride.
Malt Substitutes.—Prior to the repeal of the Malt Acts, the only substitute for malt allowed in the United Kingdom was sugar. The quantity of the latter employed was 295,865 cwt. in 1870, 1,136,434 cwt. in 1880, and 2,746,615 cwt. in 1905; that is to say, that the quantity used had been practically trebled during the last twenty-five years, although the quantity of malt employed had not materially increased. At the same time other substitutes, such as unmalted corn and preparations of rice and maize, had come into favour, the quantity of these substances used being in 1905 125,671 bushels of unmalted corn and 1,348,558 cwt. of rice, maize, &c.
The following statistics with regard to the use of malt substitutes in the United Kingdom are not without interest.
|
Year. |
Quantities of Malt and Corn used in Brewing. |
Quantities of Sugar, Rice, Maize, &c. used in Brewing. |
Percentage of Substitutes to Total Material. |
|
Bushels. |
Bushels. |
||
|
1878 |
59,388,905 |
3,825,148 |
6.05 |
|
1883 |
251,331,451 |
34,503,680 |
8.06 |
|
1890 |
255,359,964 |
37,904,708 |
12.48 |
|
1895 |
53,731,177 |
10,754,510 |
16.66 |
|
1905 |
51,942,368 |
15,706,413 |
23.22 |
The causes which have led to the largely increased use of substitutes in the United Kingdom are of a somewhat complex nature. In the first place, it was not until the malt tax was repealed that the brewer was able to avail himself of the surplus diastatic energy present in malt, for the purpose of transforming starch (other than that in malted grain) into sugar. The diastatic enzyme or ferment (see below, under Mashing) of malted barley is present in that material in great excess, and a part of this surplus energy may be usefully employed in converting the starch of unmalted grain into sugar. The brewer has found also that brewing operations are simplified and accelerated by the use of a certain proportion of substitutes, and that he is thereby enabled appreciably to increase his turn-over, i.e. he can make more beer in a given time from the same plant. Certain classes of substitutes, too, are somewhat cheaper than malt, and in view of the keenness of modern competition it is not to be wondered at that the brewer should resort to every legitimate means at his disposal to keep down costs. It has been contended, and apparently with much reason, that if the use of substitutes were prohibited this would not lead to an increased use of domestic barley, inasmuch as the supply of home barley suitable for malting purposes is of a limited nature. A return to the policy of "malt and hops only" would therefore lead to an increased use of foreign barley, and to a diminution in the demand for home barley, inasmuch as sugar and prepared cereals, containing as they do less nitrogen, &c. than even the well-cured, sun-dried foreign barleys, are better diluents than the latter. At the same time, it is an undoubted fact that an excessive use of substitutes leads to the production of beer of poor quality. The better class of brewer rarely uses more than 15-20%, knowing that beyond that point the loss of flavour and quality will in the long run become a more serious item than any increased profits which he might temporarily gain.
With regard to the nature of the substitutes or adjuncts for barley malt more generally employed, raw grain (unmalted barley, wheat, rice, maize, &c.) is not used extensively in Great Britain, but in America brewers employ as much as 50%, and even more, of maize, rice or similar materials. The maize and rice preparations mostly used in England are practically starch pure and simple, substantially the whole of the oil, water, and other subsidiary constituents of the grain being removed. The germ of maize contains a considerable proportion of an oil of somewhat unpleasant flavour, which has to be eliminated before the material is fit for use in the mash-tun. After degerming, the maize is unhusked, wetted, submitted to a temperature sufficient to rupture the starch cells, dried, and finally rolled out in a flaky condition. Rice is similarly treated.
The sugars used are chiefly cane sugar, glucose and invert sugar—the latter commonly known as "saccharum." Cane sugar is mostly used for the preparation of heavy mild ales and stouts, as it gives a peculiarly sweet and full flavour to the beer, to which, no doubt, the popularity of this class of beverage is largely due. Invert sugar is prepared by the action either of acid or of yeast on cane sugar. The chemical equation representing the conversion (or inversion) of cane sugar is:—
|
C12H22O11 cane sugar |
+ |
H2O water |
= |
C6H12O6 glucose |
+ |
C6H12O6. fructose |
|
——invert sugar—— |
Invert sugar is so called because the mixture of glucose and fructose which forms the "invert" is laevo-rotatory, whereas cane sugar is dextro-rotatory to the plane of polarized light. The preparation of invert sugar by the acid process consists in treating the cane sugar in solution with a little mineral acid, removing the excess of the latter by means of chalk, and concentrating to a thick syrup. The yeast process (Tompson's), which makes use of the inverting power of one of the enzymes (invertase) contained in ordinary yeast, is interesting. The cane sugar solution is pitched with yeast at about 55° C., and at this comparatively high temperature the inversion proceeds rapidly, and fermentation is practically impossible. When this operation is completed, the whole liquid (including the yeast) is run into the boiling contents of the copper. This method is more suited to the preparation of invert in the brewery itself than the acid process, which is almost exclusively used in special sugar works. Glucose, which is one of the constituents of invert sugar, is largely used by itself in brewing. It is, however, never prepared from invert sugar for this purpose, but directly from starch by means of acid. By the action of dilute boiling acid on starch the latter is rapidly converted first into a mixture of dextrine and maltose and then into glucose. The proportions of glucose, dextrine and maltose present in a commercial glucose depend very much on the duration of the boiling, the strength of the acid, and the extent of the pressure at which the starch is converted. In England the materials from which glucose is manufactured are generally sago, rice and purified maize. In Germany potatoes form the most common raw material, and in America purified Indian corn is ordinarily employed.
Hop substitutes, as a rule, are very little used. They mostly consist of quassia, gentian and camomile, and these substitutes are quite harmless per se, but impart an unpleasantly rough and bitter taste to the beer.
Preservatives.—These are generally, in fact almost universally, employed nowadays for draught ales; to a smaller extent for stock ales. The light beers in vogue to-day are less alcoholic, more lightly hopped, and more quickly brewed than the beers of the last generation, and in this respect are somewhat less stable and more likely to deteriorate than the latter were. The preservative in part replaces the alcohol and the hop extract, and shortens the brewing time. The preservatives mostly used are the bisulphites of lime and potash, and these, when employed in small quantities, are generally held to be harmless.
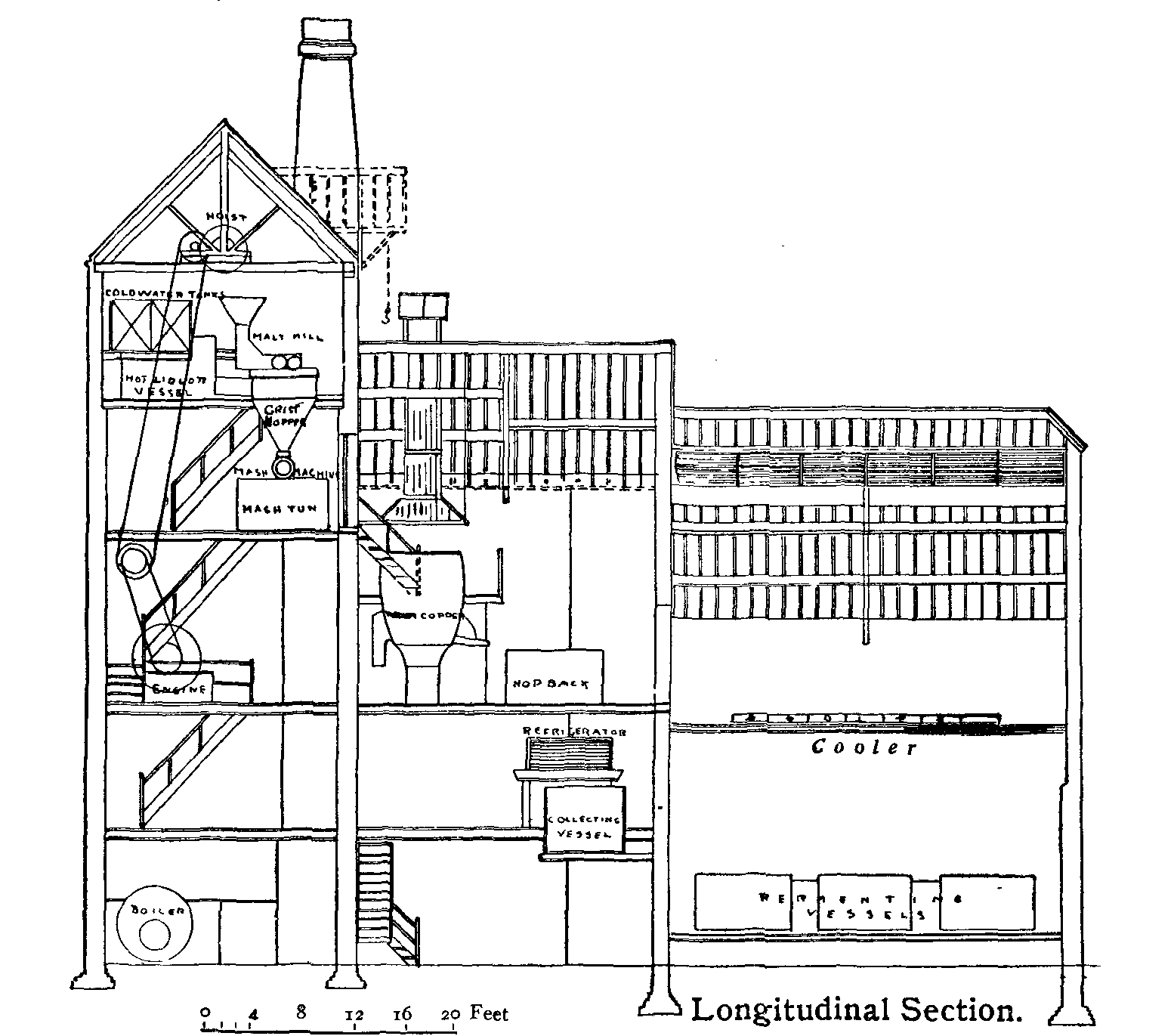
Brewing Operations.—The general scheme of operations in an English brewery will be readily understood if reference be made to fig. 1, which represents an 8-quarter brewery on the gravitation system, the principle of which is that all materials to be employed are pumped or hoisted to the highest point required, to start with, and that subsequently no further pumping or hoisting is required, the materials (in the shape of water, malt, wort or hops, &c.) being conveyed from one point to another by the force of gravity.
The malt, which is hoisted to the top floor, after cleaning and grading is conveyed to the Malt Mill, where it is crushed. Thence the ground malt, or "grist" as it is now called, passes to the Grist Hopper, and from the latter to the Mashing Machine, in which it is intimately mixed with hot water from the Hot Liquor Vessel. From the mashing machine the mixed grist and "liquor" pass to the Mash-Tun, where the starch of the malt is rendered soluble. From the mash-tun the clear wort passes to the Copper, where it is boiled with hops. From the copper the boiled wort passes to the Hop Back, where the insoluble hop constituents are separated from the wort. From the hop back the wort passes to the Cooler, from the latter to the Refrigerator, thence (for the purpose of enabling the revenue officers to assess the duty) to the Collecting Vessel,4 and finally to the Fermenting Vessels, in which the wort is transformed into "green" beer. The latter is then cleansed, and finally racked and stored.
It will be seen from the above that brewing consists of seven distinct main processes, which may be classed as follows: (1) Grinding; (2) Mashing; (3) Boiling; (4) Cooling; (5) Fermenting; (6) Cleansing; (7) Racking and Storing.
Grinding.—In most modern breweries the malt passes, on its way [v.04 p.0509]from the bins to the mill, through a cleaning and grading apparatus, and then through an automatic measuring machine. The mills, which exist in a variety of designs, are of the smooth roller type, and are so arranged that the malt is crushed rather than ground. If the malt is ground too fine, difficulties arise in regard to efficient drainage in the mash-tun and subsequent clarification. On the other hand, if the crushing is too coarse the subsequent extraction of soluble matter in the mash-tun is incomplete, and an inadequate yield results.
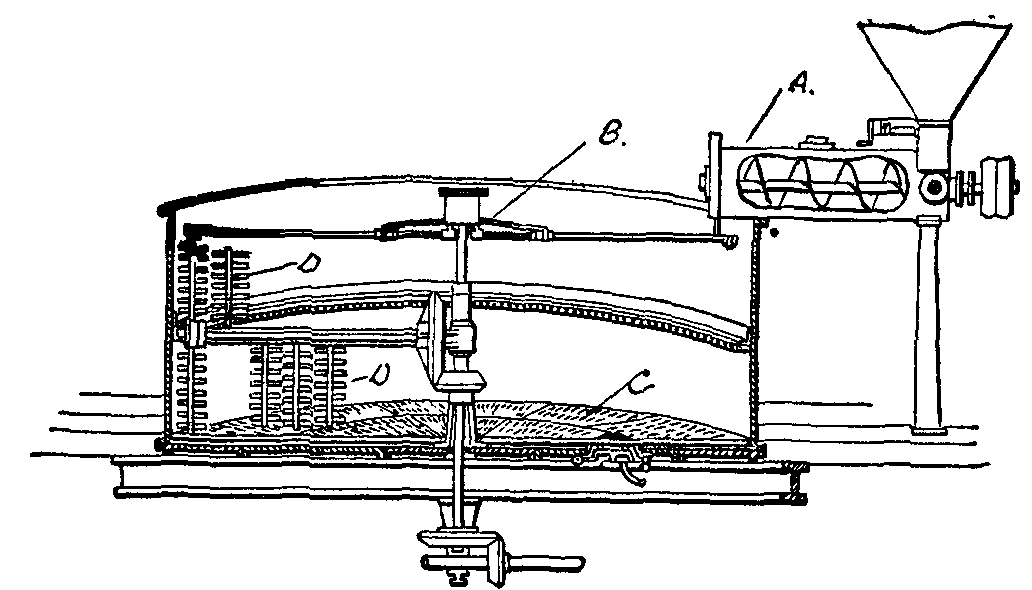
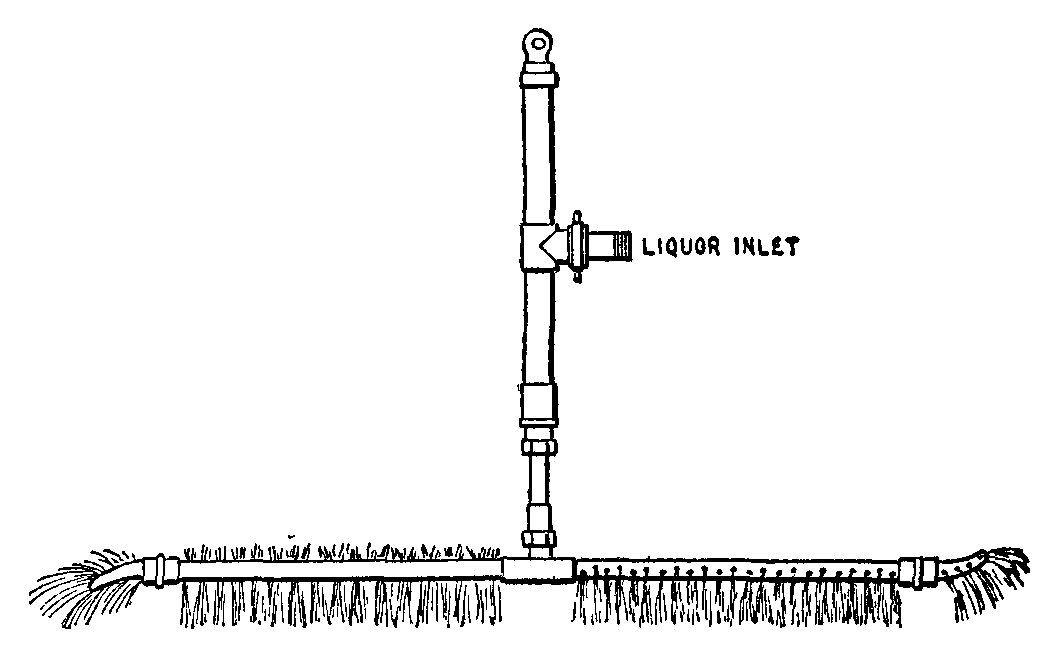
Mashing is a process which consists mainly in extracting, by means of water at an adequate temperature, the soluble matters pre-existent in the malt, and in converting the insoluble starch and a great part of the insoluble nitrogenous compounds into soluble and partly fermentable products. Mashing is, without a doubt, the most important of the brewing processes, for it is largely in the mash-tun that the character of the beer to be brewed is determined. In modern practice the malt and the mashing "liquor" (i.e. water) are introduced into the mash-tun simultaneously, by means of the mashing machine (fig. 2, A). This is generally a cylindrical metal vessel, commanding the mash-tun and provided with a central shaft and screw. The grist (as the crushed malt is called) enters the mashing machine from the grist case above, and the liquor is introduced at the back. The screw is rotated rapidly, and so a thorough mixture of the grist and liquor takes place as they travel along the mashing machine. The mash-tun (fig. 2) is a large metal or wooden vessel, fitted with a false bottom composed of plates perforated with numerous small holes or slits (C). This arrangement is necessary in order to obtain a proper separation of the "wort" (as the liquid portion of the finished mash is called) from the spent grains. The mash-tun is also provided with a stirring apparatus (the rakes) so that the grist and liquor may be intimately mixed (D), and an automatic sprinkler, the sparger (fig. 2, B, and fig. 3), which is employed in order to wash out the wort remaining in the grains. The sparger consists of a number of hollow arms radiating from a common centre and pierced by a number of small perforations. The common central vessel from which the sparge-arms radiate is mounted in such a manner that it rotates automatically when a stream of water is admitted, so that a constant fine spray covers the whole tun when the sparger is in operation. There are also pipes for admitting "liquor" to the bottom of the tun, and for carrying the wort from the latter to the "underback" or "copper."
The grist and liquor having been introduced into the tun (either by means of the mashing machine or separately), the rakes are set going, so that the mash may become thoroughly homogeneous, and after a short time the rakes are stopped and the mash allowed to rest, usually for a period of about two hours. After this, "taps are set"—i.e. communication is established between the mash-tun and the vessel into which the wort runs—and the sparger is started. In this manner the whole of the wort or extract is separated from the grains. The quantity of water employed is, in all, from two to three barrels to the quarter (336 lb) of malt.
In considering the process of mashing, one might almost say the process of brewing, it is essential to remember that the type and quality of the beer to be produced (see Malt) depends almost entirely (a) on the kind of malt employed, and (b) on the mashing temperature. In other words, quality may be controlled on the kiln or in the mash-tun, or both. Viewed in this light, the following theoretical methods for preparing different types of beer are possible:—(1) high kiln heats and high mashing temperatures; (2) high kiln heats and low mashing temperatures; (3) low kiln heats and high mashing temperatures; and (4) low kiln heats and low mashing temperatures. In practice all these combinations, together with many intermediate ones, are met with, and it is not too much to say that the whole science of modern brewing is based upon them. It is plain, then, that the mashing temperature will depend on the kind of beer that is to be produced, and on the kind of malt employed. For stouts and black beers generally, a mashing temperature of 148° to 150° F. is most usual; for pale or stock ales, 150° to 154° F.; and for mild running beers, 154° to 149° F. The range of temperatures employed in brewing English beers is a very limited one as compared with foreign mashing methods, and does not range further, practically speaking, than from 140° to 160° F. The effect of higher temperatures is chiefly to cripple the enzyme or "ferment" diastase, which, as already said, is the agent which converts the insoluble starch into soluble dextrin, sugar and intermediate products. The higher the mashing temperature, the more the diastase will be crippled in its action, and the more dextrinous (non-fermentable) matter as compared with maltose (fermentable sugar) will be formed. A pale or stock ale, which is a type of beer that must be "dry" and that will keep, requires to contain a relatively high proportion of dextrin and little maltose, and, in its preparation, therefore, a high mashing temperature will be employed. On the other hand, a mild running ale, which is a full, sweet beer, intended for rapid consumption, will be obtained by means of low mashing temperatures, which produce relatively little dextrin, but a good deal of maltose, i.e. sweet and readily fermentable matter.
Diastase is not the only enzyme present in malt. There is also a ferment which renders a part of the nitrogenous matter soluble. This again is affected by temperature in much the same way as diastase. Low heats tend to produce much non-coagulable [v.04 p.0510]nitrogenous matter, which is undesirable in a stock beer, as it tends to produce fret and side fermentations. With regard to the kind of malt and other materials employed in producing various types of beer, pale ales are made either from pale malt (generally a mixture of English and fine foreign, such as Smyrna, California) only, or from pale malt and a little flaked maize, rice, invert sugar or glucose. Running beers (mild ale) are made from a mixture of pale and amber malts, sugar and flaked goods; stout, from a mixture of pale, amber and roasted (black) malts only, or with the addition of a little sugar or flaked maize.
When raw grain is employed, the process of mashing is slightly modified. The maize, rice or other grain is usually gelatinized in a vessel (called a converter or cooker) entirely separated from the mash-tun, by means of steam at a relatively high temperature, mostly with, but occasionally without, the addition of some malt meal. After about half an hour the gelatinized mass is mixed with the main mash, and this takes place shortly before taps are set. This is possible inasmuch as the starch, being already in a highly disintegrated condition, is very rapidly converted. By working on the limited-decoction system (see below), it is possible to make use of a fair percentage of raw grain in the mash-tun proper, thus doing away with the "converter" entirely.
The Filter Press Process.—The ordinary mash-tun process, as described above, possesses the disadvantage that only coarse grists can be employed. This entails loss of extract in several ways. To begin with, the sparging process is at best a somewhat inefficient method for washing out the last portions of the wort, and again, when the malt is at all hard or "steely," starch conversion is by no means complete. These disadvantages are overcome by the filter press process, which was first introduced into Great Britain by the Belgian engineer P. Meura. The malt, in this method of brewing, is ground quite fine, and although an ordinary mash-tun may be used for mashing, the separation of the clear wort from the solid matter takes place in the filter press, which retains the very finest particles with ease. It is also a simple matter to wash out the wort from the filter cake in the presses, and experience has shown that markedly increased yields are thus obtained. In the writer's opinion, there is little doubt that in the future this, or a similar process, will find a very wide application.
Boiling.—From the mash-tun the wort passes to the copper. If it is not possible to arrange the plant so that the coppers are situated beneath the mash-tuns (as is the case in breweries arranged on the gravitation system), an intermediate collecting vessel (the underback) is interposed, and from this the wort is pumped into the copper. The latter is a large copper vessel heated by direct fire or steam. Modern coppers are generally closed in with a dome-shaped head, but many old-fashioned open coppers are still to be met with, in fact pale-ale brewers prefer open coppers. In the closed type the wort is frequently boiled under slight pressure. When the wort has been raised to the boil, the hops or a part thereof are added, and the boiling is continued generally from an hour to three hours, according to the type of beer. The objects of boiling, briefly put, are: (1) sterilization of the wort; (2) extraction from the hops of substances that give flavour and aroma to the beer; (3) the coagulation and precipitation of a part of the nitrogenous matter (the coagulable albuminoids), which, if left in, would cause cloudiness and fret, &c., in the finished beer; (4) the concentration of the wort. At least three distinct substances are extracted from the hops in boiling. First, the hop tannin, which, combining with a part of the proteids derived from the malt, precipitates them; second, the hop resin, which acts as a preservative and bitter; third, the hop oil, to which much of the fine aroma of beer is due. The latter is volatile, and it is customary, therefore, not to add the whole of the hops to the wort when it commences to boil, but to reserve about a third until near the end of the copper stage. The quantity of hops employed varies according to the type of beer, from about 3 lb to 15 lb per quarter (336 lb) of malt. For mild ales and porters about 3 to 4 lb, for light pale ales and light stouts 6 to 10 lb, and for strong ales and stouts 9 to 15 lb of hops are employed.
Cooling.—When the wort has boiled the necessary time, it is turned into the hop back to settle. A hop back is a wooden or metal vessel, fitted with a false bottom of perforated plates; the latter retain the spent hops, the wort being drawn off into the coolers. After resting for a brief period in the hop back, the bright wort is run into the coolers. The cooler is a very shallow vessel of great area, and the result of the exposure of the hot wort to a comparatively large volume of air is that a part of the hop constituents and other substances contained in the wort are rendered insoluble and are precipitated. It was formerly considered absolutely essential that this hot aeration should take place, but in many breweries nowadays coolers are not used, the wort being run direct from the hop back to the refrigerator. There is much to be said for this procedure, as the exposure of hot wort in the cooler is attended with much danger of bacterial and wild yeast infection, but it is still a moot point whether the cooler or its equivalent can be entirely dispensed with for all classes of beers. A rational alteration would appear to be to place the cooler in an air-tight chamber supplied with purified and sterilized air. This principle has already been applied to the refrigerator, and apparently with success. In America the cooler is frequently replaced by a cooling tank, an enclosed vessel of some depth, capable of artificial aeration. It is not practicable, in any case, to cool the wort sufficiently on the cooler to bring it to the proper temperature for the fermentation stage, and for this purpose, therefore, the refrigerator is employed. There are several kinds of refrigerators, the main distinction being that some are vertical, others horizontal; but the principle in each case is much the same, and consists in allowing a thin film or stream of wort to trickle over a series of pipes through which cold water circulates. Fig. 5, Plate I., shows refrigerators, employed in Messrs Allsopp's lager beer brewery, at work.
Fermenting.—By the process of fermentation the wort is converted into beer. By the action of living yeast cells (see Fermentation) the sugar contained in the wort is split up into alcohol and carbonic acid, and a number of subsidiary reactions occur. There are two main systems of fermentation, the top fermentation system, which is that employed in the United Kingdom, and the bottom fermentation system, which is that used for the production of beers of the continental ("lager") type. The wort, generally at a temperature of about 60° F. (this applies to all the systems excepting B [see below], in which the temperature is higher), is "pitched" with liquid yeast (or "barm," as it is often called) at the rate of, according to the type and strength of the beer to be made, 1 to 4 lb to the barrel. After a few hours a slight froth or scum makes its appearance on the surface of the liquid. At the end of a further short period this develops into a light curly mass (cauliflower or curly head), which gradually becomes lighter and more solid in appearance, and is then known as rocky head. This in its turn shrinks to a compact mass—the yeasty head—which emits great bubbles of gas with a hissing sound. At this point the cleansing of the beer—i.e. the separation of the yeast from the liquid—has fairly commenced, and it is let down (except in the skimming and Yorkshire systems [see below]) into the pontos or unions, as the case may be. During fermentation the temperature rises considerably, and in order to prevent an excessive temperature being obtained (70-75° F. should be the maximum) the fermenting vessels are fitted with "attemperators," i.e. a system of pipes through which cold water may be run.
Cleansing.—In England the methods of applying the top fermentation system may be classified as follows: (A) The Cleansing System: (a) Skimming System, (b) Dropping System (pontos or ordinary dropping system), (c) Burton Union System. (B) The Yorkshire Stone Square System.
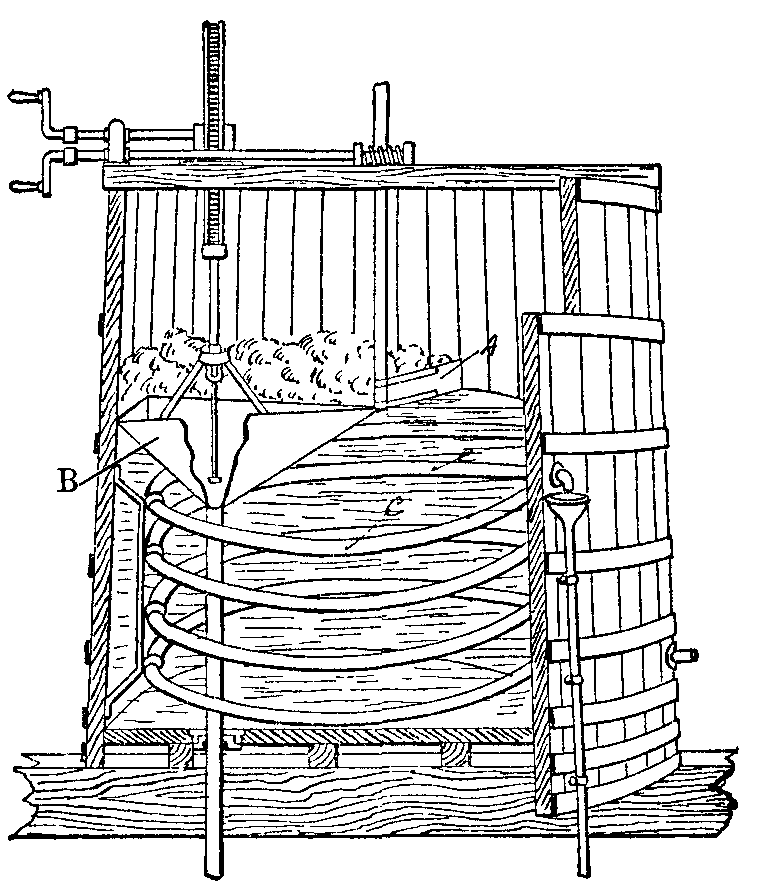
(A) In (a) the Skimming System the fermentation from start to finish takes place in wooden vessels (termed "squares" or "rounds"), fitted with an attemperator and a parachute or other similar skimming device for removing or "skimming" the yeast at the end of the fermentation (fig. 4). The principle of (b) the Dropping System is that the beer undergoes only the main fermentation in the "round" or "square," and is then dropped down into a second vessel or vessels, in which fermentation and cleansing are completed. The ponto system of dropping, which is now somewhat old-fashioned, consists in discharging the beer into a series of vat-like vessels, fitted with a peculiarly-shaped overflow lip. The yeast works its way out of the vessel over the lip, and then flows into a gutter and is collected. The pontos are kept filled with beer by means of a vessel placed at a higher level. In the ordinary dropping system the partly fermented beer is let down from the "squares" and "rounds" into large vessels, termed dropping or skimming "backs." These are fitted with attemperators, and parachutes for the removal of yeast, in much the same way as in the skimming system. As a rule the parachute covers the whole width of the back. (c) The Burton Union System is really an improved ponto system. A series of casks, supplied with beer at the cleansing stage from a feed vessel, are mounted so that they may rotate axially. Each cask is fitted with an attemperator, a pipe and cock at the base for the removal of the finished beer and "bottoms," and lastly with a swan neck fitting through a bung-hole and commanding a common gutter. This system yields excellent results for certain classes of beers, and many Burton brewers think it is essential for obtaining [v.04 p.0511]the Burton character. Fig. 6 (Plate II.) shows the process in operation in Messrs Allsopp's brewery.
(B) The Stone Square System, which is only used to a certain extent (exclusively in the north of England), practically consists in pumping the fermenting wort from one to the other of two superimposed square vessels, connected with one another by means of a man-hole and a valve. These squares are built of stone and kept very cool. At the end of the fermentation the yeast (after closing the man-hole) is removed from the top square.
Racking, &c.—After the fermentation and cleansing operations are completed, the beer is racked off (sometimes after passing a few hours in a settling tank) into storage vessels or trade casks. The finest "stock" and "pale" ales are stored from six weeks to three months prior to going out, but "running" beers (mild ales, &c.) are frequently sent out of the brewery within a week or ten days of mashing. It is usual to add some hops in cask (this is called dry hopping) in the case of many of the better beers. Running beers, which must be put into condition rapidly, or beers that have become flat, are generally primed. Priming consists in adding a small quantity of sugar solution to the beer in cask. This rapidly ferments and so produces "condition."
Fining.—As a very light article is desired nowadays, and this has to be provided in a short time, artificial means must be resorted to, in order to replace the natural fining or brightening which storage brings about. Finings generally consist of a solution or semi-solution of isinglass in sour beer, or in a solution of tartaric acid or of sulphurous acid. After the finings are added to the beer and the barrels have been well rolled, the finings slowly precipitate (or work out through the bung-hole) and carry with them the matter which would otherwise render the beer turbid.
Bottling.—Formerly it was the general custom to brew a special beer for bottling, and this practice is still continued by some brewers. It is generally admitted that the special brew, matured by storage and an adequate secondary fermentation, produces the best beer for bottling, but the modern taste for a very light and bright bottled beer at a low cost has necessitated the introduction of new methods. The most interesting among these is the "chilling" and "carbonating" system. In this the beer, when it is ripe for racking, is first "chilled," that is, cooled to a very low temperature. As a result, there is an immediate deposition of much matter which otherwise would require prolonged time to settle. The beer is then filtered and so rendered quite bright, and finally, in order to produce immediate "condition," is "carbonated," i.e. impregnated under pressure with carbon dioxide (carbonic acid gas).
Foreign Brewing and Beers.—The system of brewing which differs most widely from the English infusion and top fermentation method is the decoction and bottom fermentation system, so widely employed, chiefly on the continent of Europe, for the production of beers of the "lager" type.
The method pursued in the decoction system is broadly as follows:—After the grist has been mashed with cold water until a homogeneous mixture ensues, sufficient hot water is introduced into the mash-tun to raise the temperature to 85-100° F., according to circumstances. Thereupon, about one-third of the mash (including the "goods") is transferred to the Maisch Kessel (mash copper), in which it is gradually brought to a temperature of (about) 165° F., and this heat is maintained until the mash becomes transparent. The Dickmaische, as this portion is called, is then raised to the boil, and the ebullition sustained between a quarter and three-quarters of an hour. Just sufficient of the Dickmaische is returned to the mash-tun proper to raise the temperature of the whole to 111-125° F., and after a few minutes a third is again withdrawn and treated as before, to form the second "thick mash." When the latter has been returned to the mash-tun the whole is thoroughly worked up, allowed to stand in order that the solids may deposit, and then another third (called the Läutermaische or "clear mash") is withdrawn, boiled until the coagulable albuminoids are precipitated, and finally reconveyed to the mash-tun, where the mashing is continued for some time, the final heat being rather over 160° F. The wort, after boiling with hops and cooling, much as in the English system, is subjected to the peculiar system of fermentation called bottom fermentation. In this system the "pitching" and fermentation take place at a very low temperature and, compared with the English system, in very small vessels. The fermenting cellars are maintained at a temperature of about 37-38° F., and the temperature of the fermenting wort does not rise above 50° F. The yeast, which is of a different type from that employed in the English system, remains at the bottom of the fermenting tun, and hence is derived the name of "bottom fermentation" (see Fermentation). The primary fermentation lasts about eleven to twelve days (as compared with three days on the English system), and the beer is then run into store (lager) casks where it remains at a temperature approaching the freezing-point of water for six weeks to six months, according to the time of the year and the class of the beer. As to the relative character and stability of decoction and infusion beers, the latter are, as a rule, more alcoholic; but the former contain more unfermented malt extract, and are therefore, broadly speaking, more nutritive. Beers of the German type are less heavily hopped and more peptonized than English beers, and more highly charged with carbonic acid, which, owing to the low fermentation and storing temperatures, is retained for a comparatively long time and keeps the beer in condition. On the other hand, infusion beers are of a more stable and stimulating character. It is impossible to keep "lager" beer on draught in the ordinary sense of the term in England. It will not keep unless placed on ice, and, as a matter of fact, the "condition" of lager is dependent to a far greater extent on the methods of distribution and storage than is the case with infusion beers. If a cask is opened it must be rapidly consumed; indeed it becomes undrinkable within a very few hours. The gas escapes rapidly when the pressure is released, the temperature rises, and the beer becomes flat and mawkish. In Germany every publican is bound to have an efficient supply of ice, the latter frequently being delivered by the brewery together with the beer.
In America the common system of brewing is one of infusion mashing combined with bottom fermentation. The method of mashing, however, though on infusion lines, differs appreciably from the English process. A very low initial heat—about 100° F.—at which the mash remains for about an hour, is employed. After this the temperature is rapidly raised to 153-156° F. by running in the boiling "cooker mash," i.e. raw grain wort from the converter. After a period the temperature is gradually increased to about 165° F. The very low initial heat, and the employment of relatively large quantities of readily transformable malt adjuncts, enable the American brewer to make use of a class of malt which would be considered quite unfit for brewing in an English brewery. The system of fermentation is very similar to the continental "lager" system, and the beer obtained bears some resemblance to the German product. To the English palate it is somewhat flavourless, but it is always retailed in exceedingly brilliant condition and at a proper temperature. There can be little doubt that every nation evolves a type of beer most suited to its climate and the temperament of the people, and in this respect the modern American beer is no exception. In regard to plant and mechanical arrangements generally, the modern American breweries may serve as an object-lesson to the European brewer, although there are certainly a number of breweries in the United Kingdom which need not fear comparison with the best American plants.
It is a sign of the times and further evidence as to the growing taste for a lighter type of beer, that lager brewing in its most modern form has now fairly taken root in Great Britain, and in this connexion the process introduced by Messrs Allsopp exhibits many features of interest. The following is a brief description of the plant and the methods employed:—The wort is prepared on infusion lines, and is then cooled by means of refrigerated brine before passing to a temporary store tank, which serves as a gauging vessel. From the latter the wort passes directly to the fermenting tuns, huge closed cylindrical vessels made of sheet-steel and coated with glass enamel. There the wort ferments under reduced pressure, the carbonic acid generated being removed by means of a vacuum pump, and the gas thus withdrawn is replaced by the introduction of cool sterilized air. The fermenting cellars are kept at 40° F. The yeast employed is a pure culture (see Fermentation) bottom yeast, but the withdrawal of the products of yeast metabolism and the constant supply of pure fresh air cause the fermentation to proceed far more rapidly than is the case with lager beer brewed on ordinary lines. It is, in fact, finished in about six days. Thereupon the air-supply is cut off, the green beer again cooled to 40° F. and [v.04 p.0512]then conveyed by means of filtered air pressure to the store tanks, where secondary fermentation, lasting three weeks, takes place. The gases evolved are allowed to collect under pressure, so that the beer is thoroughly charged with the carbonic acid necessary to give it condition. Finally the beer is again cooled, filtered, racked and bottled, the whole of these operations taking place under counter pressure, so that no gas can escape; indeed, from the time the wort leaves the copper to the moment when it is bottled in the shape of beer, it does not come into contact with the outer air.
The preparation of the Japanese beer saké (q.v.) is of interest. The first stage consists in the preparation of Koji, which is obtained by treating steamed rice with a culture of Aspergillus oryzae. This micro-organism converts the starch into sugar. The Koji is converted into moto by adding it to a thin paste of fresh-boiled starch in a vat. Fermentation is set up and lasts for 30 to 40 days. The third stage consists in adding more rice and Koji to the moto, together with some water. A secondary fermentation, lasting from 8 to 10 days, ensues. Subsequently the whole is filtered, heated and run into casks, and is then known as saké. The interest of this process consists in the fact that a single micro-organism—a mould—is able to exercise the combined functions of saccharification and fermentation. It replaces the diastase of malted grain and also the yeast of a European brewery. Another liquid of interest is Weissbier. This, which is largely produced in Berlin (and in some respects resembles the wheat-beer produced in parts of England), is generally prepared from a mash of three parts of wheat malt and one part of barley malt. The fermentation is of a symbiotic nature, two organisms, namely a yeast and a fission fungus (the lactic acid bacillus) taking part in it. The preparation of this peculiar double ferment is assisted by the addition of a certain quantity of white wine to the yeast prior to fermentation.
Brewing Chemistry.—The principles of brewing technology belong for the most part to physiological chemistry, whilst those of the cognate industry, malting, are governed exclusively by that branch of knowledge. Alike in following the growth of barley in field, its harvesting, maturing and conversion into malt, as well as the operations of mashing malt, fermenting wort, and conditioning beer, physiological chemistry is needed. On the other hand, the consideration of the saline matter in waters, the composition of the extract of worts and beers, and the analysis of brewing materials and products generally, belong to the domain of pure chemistry. Since the extractive matters contained in wort and beer consist for the most part of the transformation products of starch, it is only natural that these should have received special attention at the hands of scientific men associated with the brewing industry. It was formerly believed that by the action of diastase on starch the latter is first converted into a gummy substance termed dextrin, which is then subsequently transformed into a sugar—glucose. F.A. Musculus, however, in 1860, showed that sugar and dextrin are simultaneously produced, and between the years 1872 and 1876 Cornelius O'Sullivan definitely proved that the sugar produced was maltose. When starch-paste, the jelly formed by treating starch with boiling water, is mixed with iodine solution, a deep blue coloration results. The first product of starch degradation by either acids or diastase, namely soluble starch, also exhibits the same coloration when treated with iodine. As degradation proceeds, and the products become more and more soluble and diffusible, the blue reaction with iodine gives place first to a purple, then to a reddish colour, and finally the coloration ceases altogether. In the same way, the optical rotating power decreases, and the cupric reducing power (towards Fehling's solution) increases, as the process of hydrolysis proceeds. C. O'Sullivan was the first to point out definitely the influence of the temperature of the mash on the character of the products. The work of Horace T. Brown (with J. Heron) extended that of O'Sullivan, and (with G.H. Morris) established the presence of an intermediate product between the higher dextrins and maltose. This product was termed maltodextrin, and Brown and Morris were led to believe that a large number of these substances existed in malt wort. They proposed for these substances the generic name "amyloins." Although according to their view they were compounds of maltose and dextrin, they had the properties of mixtures of these two substances. On the assumption of the existence of these compounds, Brown and his colleagues formulated what is known as the maltodextrin or amyloin hypothesis of starch degradation. C.J. Lintner, in 1891, claimed to have separated a sugar, isomeric with maltose, which is termed isomaltose, from the products of starch hydrolysis. A.R. Ling and J.L. Baker, as well as Brown and Morris, in 1895, proved that this isomaltose was not a homogeneous substance, and evidence tending to the same conclusion was subsequently brought forward by continental workers. Ling and Baker, in 1897, isolated the following compounds from the products of starch hydrolysis—maltodextrin-α, C36H62O31, and maltodextrin-β, C24H42O21 (previously named by Prior, achroodextrin III.). They also separated a substance, C12H22O11, isomeric with maltose, which had, however, the characteristics of a dextrin. This is probably identical with the so-called dextrinose isolated by V. Syniewski in 1902, which yields a phenylosazone melting at 82-83° C. It has been proved by H. Ost that the so-called isomaltose of Lintner is a mixture of maltose and another substance, maltodextrin, isomeric with Ling and Baker's maltodextrin-β.
The theory of Brown and Morris of the degradation of starch, although based on experimental evidence of some weight, is by no means universally accepted. Nevertheless it is of considerable interest, as it offers a rational and consistent explanation of the phenomena known to accompany the transformation of starch by diastase, and even if not strictly correct it has, at any rate, proved itself to be a practical working hypothesis, by which the mashing and fermenting operations may be regulated and controlled. According to Brown and Morris, the starch molecule consists of five amylin groups, each of which corresponds to the molecular formula (C12H20O10)20. Four of these amylin radicles are grouped centrally round the fifth, thus:—
|
(C12H20O10)20 \ / (C12H20O10)20 |
(C12H20O10)20 |
(C12H20O10)20 / \ (C12H20O10)20 |
By the action of diastase, this complex molecule is split up, undergoing hydrolysis into four groups of amyloins, the fifth or central group remaining unchanged (and under brewing conditions unchangeable), forming the substance known as stable dextrin. When diastase acts on starch-paste, hydrolysis proceeds as far as the reaction represented by the following equation:—
|
5(C12H20O10)20 starch. |
+ |
80 H2O water. |
= |
80 C12H22O11 maltose. |
+ |
(C12H20O10)20 stable dextrin. |
The amyloins are substances containing varying numbers of amylin (original starch or dextrin) groups in conjunction with a proportional number of maltose groups. They are not separable into maltose and dextrin by any of the ordinary means, but exhibit the properties of mixtures of these substances. As the process of hydrolysis proceeds, the amyloins become gradually poorer in amylin and relatively richer in maltose-groups. The final products of transformation, according to Brown and J.H. Millar, are maltose and glucose, which latter is derived from the hydrolysis of the stable dextrin. This theory may be applied in practical brewing in the following manner. If it is desired to obtain a beer of a stable character—that is to say, one containing a considerable proportion of high-type amyloins—it is necessary to restrict the action of the diastase in the mash-tun accordingly. On the other hand, for mild running ales, which are to "condition" rapidly, it is necessary to provide for the presence of sufficient maltodextrin of a low type. Investigation has shown that the type of maltodextrin can be regulated, not only in the mash-tun but also on the malt-kiln. A higher type is obtained by low kiln and high mashing temperatures than by high kiln and low mashing heats, and it is possible therefore to regulate, on scientific lines, not only the quality but also the type of amyloins which are suitable for a particular beer.
The chemistry of the nitrogenous constituents of malt is equally important with that of starch and its transformations. Without nitrogenous compounds of the proper type, vigorous fermentations are not possible. It may be remembered that yeast assimilates nitrogenous compounds in some of their simpler forms—amides and the like. One of the aims of the maltster is, therefore, to break down the protein substances present in barley to such a degree that the wort has a maximum nutritive value for the yeast. Further, it is necessary for the production of stable beer to eliminate a large proportion of nitrogenous matter, and this is only done by the yeast when the proteins are degraded. There is also some evidence that the presence of albumoses assists in producing the foaming properties of beer. It has now been established definitely, by the work of A. Fernbach, W. Windisch, F.Weiss and P. Schidrowitz, that finished malt contains at least two proteolytic enzymes (a peptic and a pancreatic enzyme).
The green beer is filled into the casks, and the excess of yeast, &c., then works out through the swan necks into the long common gutter shown.

The hot wort trickles over the outside of the series of pipes, and is cooled by the cold water which circulates in them. From the shallow collecting trays the cooled wort is conducted to the fermenting backs.
The presence of different types of phosphates in malt, and the important influence which, according to their nature, they exercise in the brewing process by way of the enzymes affected by them, have been made the subject of research mainly by Fernbach and A. Hubert, and by P.E. Petit and G. Labourasse. The number of enzymes which are now known to take part in the brewing process is very large. They may with utility be grouped as follows:—
|
Name. |
Rôle or Nature. |
||
|
In the malt or mash-tun. |
|
Cytase |
Dissolves cell walls of of starch granules. |
|
Diastase A |
Liquefies starch |
||
|
Diastase B |
Saccharifies starch. |
||
|
Proteolytic Enzymes |
(1) Peptic. (2) Pancreatic. |
||
|
Catalase |
Splits peroxides. |
||
|
In fermenting wort and yeast. |
|
Invertase |
Inverts cane sugar. |
|
Glucase |
Splits maltose into glucose. |
||
|
Zymase |
Splits sugar into alcohol and carbonic acid. |

Bibliography.—W.J. Sykes, Principles and Practice of Brewing (London, 1897); Moritz and Morris, A Text-book of the Science of Brewing (London, 1891); H.E. Wright, A Handy Book for Brewers (London, 1897); Frank Thatcher, Brewing and Malting (London, 1898); Julian L. Baker, The Brewing Industry (London, 1905); E.J. Lintner, Grundriss der Bierbrauerei (Berlin, 1904); J.E. Thausing, Die Theorie und Praxis der Malzbereitung und Bierfabrikation (Leipzig, 1898); E. Michel, Lehrbuch der Bierbrauerei (Augsburg, 1900); E. Prior, Chemie u. Physiologie des Malzes und des Bieres (Leipzig, 1896). Technical journals: The Journal of the Institute of Brewing (London); The Brewing Trade Review (London); The Brewers' Journal (London); The Brewers' Journal (New York); Wochenschrift für Brauerei (Berlin); Zeitschrift für das gesammte Brauwesen (Munich).
(P. S.)